



 更新時間:2025-7-10 點擊:95次
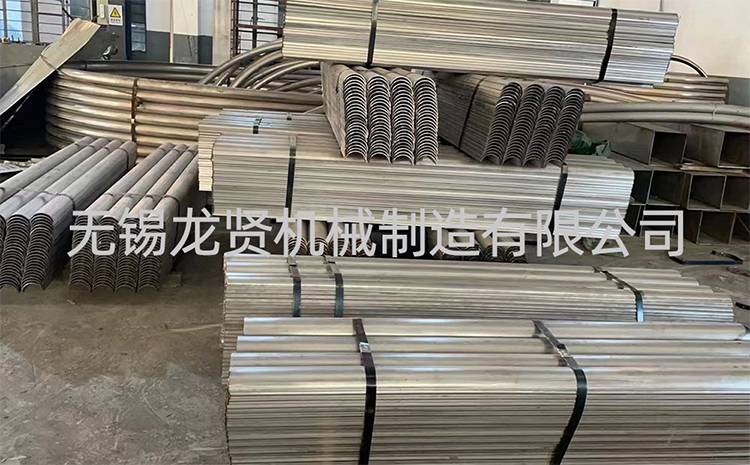
更新時間:2025-7-10 點擊:95次不同材質的直半管加工工藝差異,就像給不同性格的“材料寶寶”定製專(zhuan) 屬造型方案~每種材質的硬度、韌性、導熱性等特性不同,加工時的“講究”可大不一樣呢!下麵就來對比看看吧~
一、碳鋼直半管:“皮實耐造”的“實幹派”
材質特性:硬度中等,較好,易生鏽(含碳量越高越“倔強”)。
加工工藝重點:
彎曲成型:
可用冷彎工藝(常溫下直接彎),像Q235碳鋼這類“脾氣溫和”的材質,用普通模具就能拗出半圓,效率高~
但厚壁碳鋼可能需要“熱身”(預熱到500-600℃),防止彎曲處開裂,就像給硬塑料加熱再掰彎~
焊接工藝:
常用手工電弧焊(成本低)或二氧化碳氣體保護焊,焊接前注意清理表麵鐵鏽(不然焊縫容易“長疙瘩”)~
焊後可不用熱處理,但厚板可能需要“退火”應力,防止變形~
表麵處理:
加工後做防鏽處理(比如鍍鋅、刷漆),不然容易“變醜”生鏽,就像給鐵製品穿“防護衣”~
適用工藝:彎曲成型、衝壓成型(薄料)、焊接成型,適合批量生產~
二、不鏽鋼直半管:“高冷倔強”的“派”
材質特性:硬度高、韌性強(尤其是304、316不鏽鋼),耐腐蝕,但加工時易發熱“粘刀”。
加工工藝重點:
彎曲成型:
冷彎時需要更大的壓力(材質太“倔強”),且彎曲半徑不能太小(不然外側容易開裂),像掰硬鋼絲一樣得慢慢來~
厚壁不鏽鋼建議用熱彎(加熱到900-1100℃),讓材料變軟再,同時要防止加熱時表麵氧化(可通保護氣體)~
焊接工藝:
常用氬弧焊(焊縫美觀、質量高),焊接時要控製溫度(不鏽鋼導熱慢,局部過熱易變形),焊後可能需要“酸洗鈍化”處理焊縫,恢複耐腐蝕性~
表麵處理:
加工後可拋光、電解鈍化,讓表麵更光滑耐腐蝕,常用於食品、設備~
適用工藝:滾壓成型(表麵要求高)、熱彎成型、氬弧焊接,對工藝精度要求更高~
三、銅/銅合金直半管:“柔軟細膩”的“靈活派”
材質特性:延展性(像橡皮泥),導熱性強,但硬度低,易劃傷。
加工工藝重點:
彎曲成型:
可輕鬆冷彎(甚至手工彎),無需加熱,適合薄壁管,彎曲半徑可很小,像扭鐵絲一樣靈活~
但要注意模具表麵光滑(不然容易刮花),可塗潤滑劑減少摩擦~
焊接工藝:
常用氣焊(火焰焊接)或釺焊(用焊料“粘”住),焊接溫度不能太高(銅熔點低),焊後需清理焊渣,防止腐蝕~
表麵處理:
加工後可鍍鎳、鍍鉻防氧化,或保持原色做裝飾(比如銅製米兰俱乐部足球推荐當家具裝飾條)~
適用工藝:冷彎成型、衝壓成型(薄料)、釺焊,適合做精密小件或裝飾件~
四、鋁合金直半管:“輕便易塑”的“小機靈”
材質特性:密度低、重量輕,好,但硬度中等(部分鋁合金熱處理後變硬),易氧化。
加工工藝重點:
彎曲成型:
冷彎時需注意“回彈”(彎曲後材料會輕微反彈),模具設計要預留補償量,像折紙後鬆開可能會彈一點~
熱處理強化型鋁合金(如6061)需先彎曲再時效處理(加熱強化),不然彎曲時容易開裂~
焊接工藝:
常用氬弧焊(鋁合金表麵有氧化膜,需用氬氣保護),焊接前要清理氧化膜(用砂紙或化學試劑)~
表麵處理:
加工後可陽極氧化(形成保護膜),顏色豐富(銀色、金色等),常用於建築裝飾~
適用工藝:冷彎成型、滾壓成型、氬弧焊接,適合輕量化場景~
總結:材質特性決定工藝“個性”
每種材質的直半管加工,都是一場“因材施藝”的較量~碳鋼靠“皮實”扛住粗放工藝,不鏽鋼用“高冷”要求精細操作,銅合金憑“柔軟”玩轉靈活造型,鋁合金以“輕便”適配輕量化工藝~加工時隻要摸準材質的“脾氣”,就能讓直半管乖乖成型啦~